微生物在食品工业中的应用
食品工业是微生物应用最为广泛、历史最为悠久的领域之一。自数千年前人类利用自然发酵现象保存和改善食物口感以来,微生物便深刻地影响着人类的饮食文化和社会发展。从古埃及、巴比伦时代的发酵啤酒,到中国古代的酱油、腐乳、醋等调味品,微生物技术为人类提供了丰富多样的美食,并极大地促进了食品的安全与储存。
进入现代社会,食品工业不断朝着规模化、标准化、自动化发展。微生物技术在其中不仅仅局限于传统发酵食品,在乳制品(如酸奶、奶酪)、烘焙(面包发酵)、饮料(啤酒、葡萄酒、黄酒)、调味品(酱油、食醋)、肉类加工制品(发酵香肠、火腿)等各个领域均发挥着不可替代的作用。此外,随着分子生物学和遗传工程等前沿技术的运用,现代微生物发酵已能够实现高效产酶、产有益代谢物、生产功能性食品因子等诸多新突破,催生了功能性益生菌食品、发酵植物蛋白饮品、低糖低盐健康食品等新兴产业。
微生物的应用也极大地提升了食品安全水平。例如,通过发酵抑制有害微生物繁殖,延长食品货架期,降低病原菌对人体的危害;采用纯种发酵、自动监控生产参数,有效减少了杂菌污染和发酵失败率。同时,微生物还能通过其代谢作用,分解原料中的抗营养因子,合成维生素、氨基酸、抗氧化物质等有益成分,进一步提高食品的营养价值。
传统发酵食品的微生物学原理
发酵是微生物在无氧或低氧条件下分解有机物质、产生能量和代谢产物的生物化学过程。在食品工业中,发酵不仅能够延长食品的保存期限,还能改善食品的风味、质地和营养价值。传统发酵食品的制作依赖于特定微生物菌群的协同作用,这些微生物通过复杂的代谢途径将原料转化为具有独特特征的食品。
发酵的基本类型与代谢途径
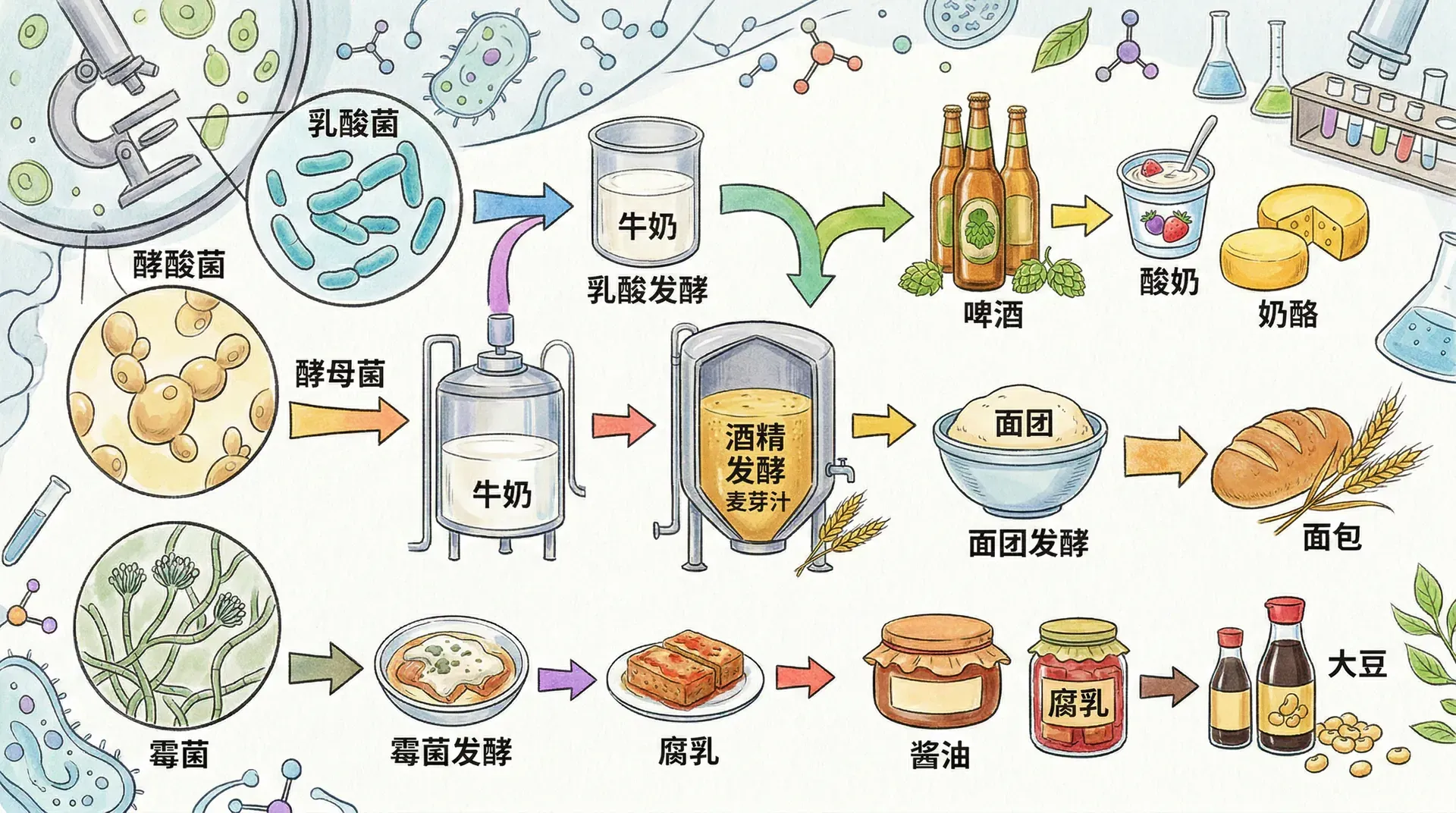
食品发酵主要包括三种基本类型:乳酸发酵、酒精发酵和醋酸发酵。
-
乳酸发酵是由乳酸菌将糖类转化为乳酸的过程,这一过程会降低食品的pH值,抑制腐败菌的生长。典型的乳酸发酵食品包括酸奶、泡菜、酸菜等。
-
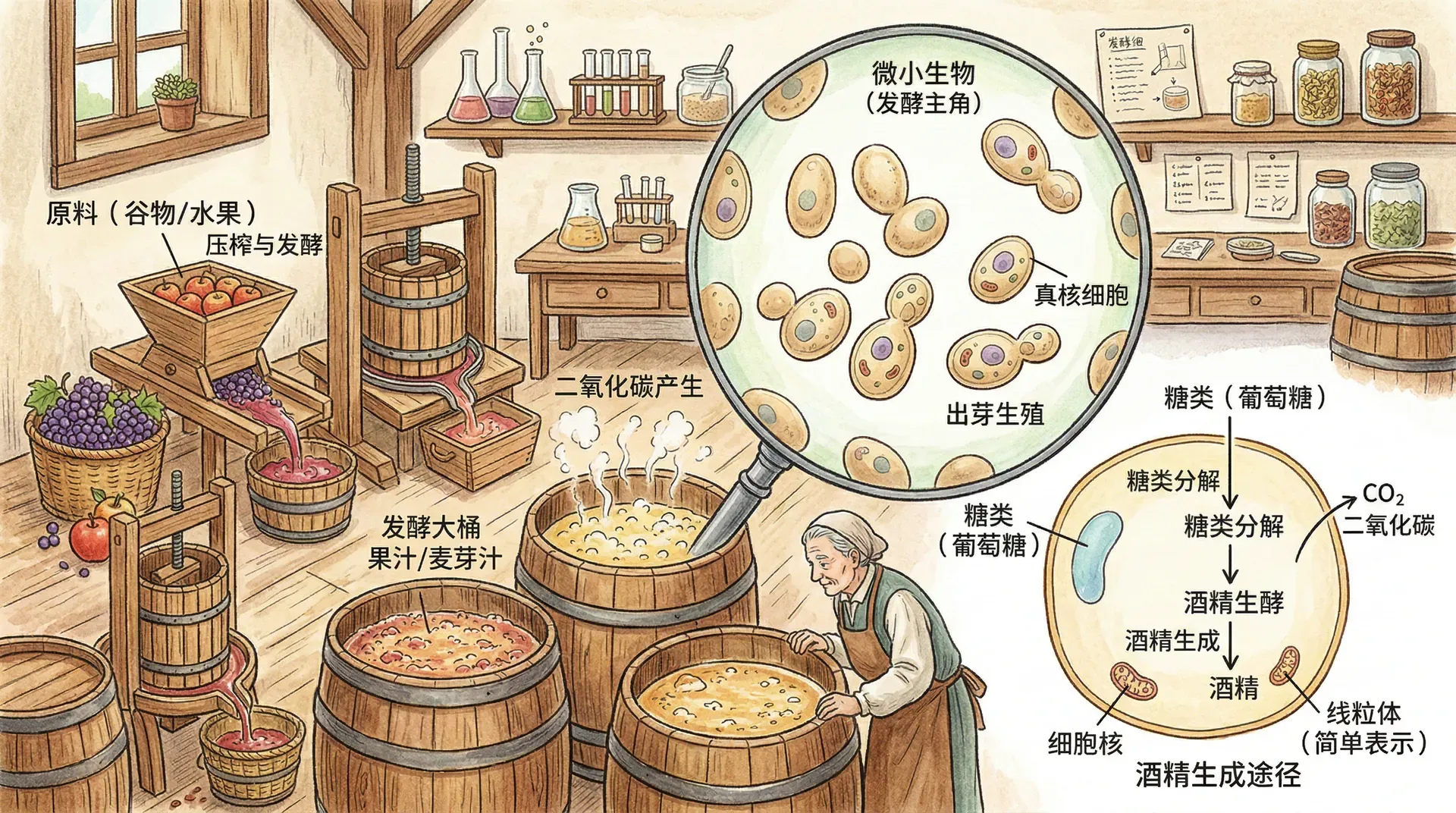
酒精发酵则是酵母菌在无氧条件下将糖类转化为乙醇和二氧化碳的过程,是酿造啤酒、葡萄酒和黄酒的核心环节。
-
醋酸发酵是醋酸菌在有氧条件下将乙醇氧化为醋酸的过程,用于生产各类食醋。
在发酵过程中,微生物的代谢活动会产生大量的次级代谢产物,这些物质赋予发酵食品独特的风味特征。例如,在酱油发酵过程中,米曲霉和酵母菌共同作用,产生氨基酸、有机酸、酯类和醇类等风味物质。这些化合物的种类和比例决定了酱油的色泽、香气和口感。
发酵过程中的微生物代谢不仅产生风味物质,还能分解原料中的抗营养因子,提高食品的营养价值和消化吸收率。
微生物菌群的协同作用
传统发酵食品的制作往往涉及多种微生物的协同作用。这种复杂的微生物生态系统形成了动态平衡,不同微生物在发酵的不同阶段发挥各自的作用。以四川泡菜为例,发酵初期主要是耐盐的乳酸菌开始繁殖,随着pH值的降低,乳酸菌逐渐占据优势地位,同时酵母菌和某些霉菌也参与发酵过程,共同形成泡菜特有的风味。
下方展示了几种典型中国传统发酵食品及其主要微生物类群:
发酵过程中的环境因子调控
发酵食品的质量受到温度、湿度、盐分、pH值等多种环境因子的影响。温度是最关键的控制参数之一,不同的微生物具有不同的最适生长温度。大多数用于食品发酵的乳酸菌最适温度在30-37℃之间,而酵母菌的最适温度则在25-30℃范围内。在传统发酵过程中,经验丰富的工匠会根据季节变化调整发酵条件,冬季适当延长发酵时间,夏季则需要控制温度防止过度发酵。
盐分浓度对发酵过程具有双重作用。
- 适当的盐分能够抑制腐败菌的生长,为有益微生物创造选择性环境。
- 过高的盐分会抑制所有微生物的活性,延缓发酵进程。
中国传统的酱油酿造通常使用18-20%的盐水浓度,既能保证食品安全,又能维持微生物的正常代谢活动。
上图展示了泡菜和酸奶在发酵过程中pH值的变化。可以观察到,两种发酵食品的pH值都随着发酵时间的延长而逐渐下降,这是由于乳酸菌产生的乳酸不断积累所致。泡菜的pH值最终稳定在3.7左右,而酸奶则稳定在4.2左右,这种差异源于发酵条件和微生物菌群的不同。
乳制品发酵与乳酸菌应用
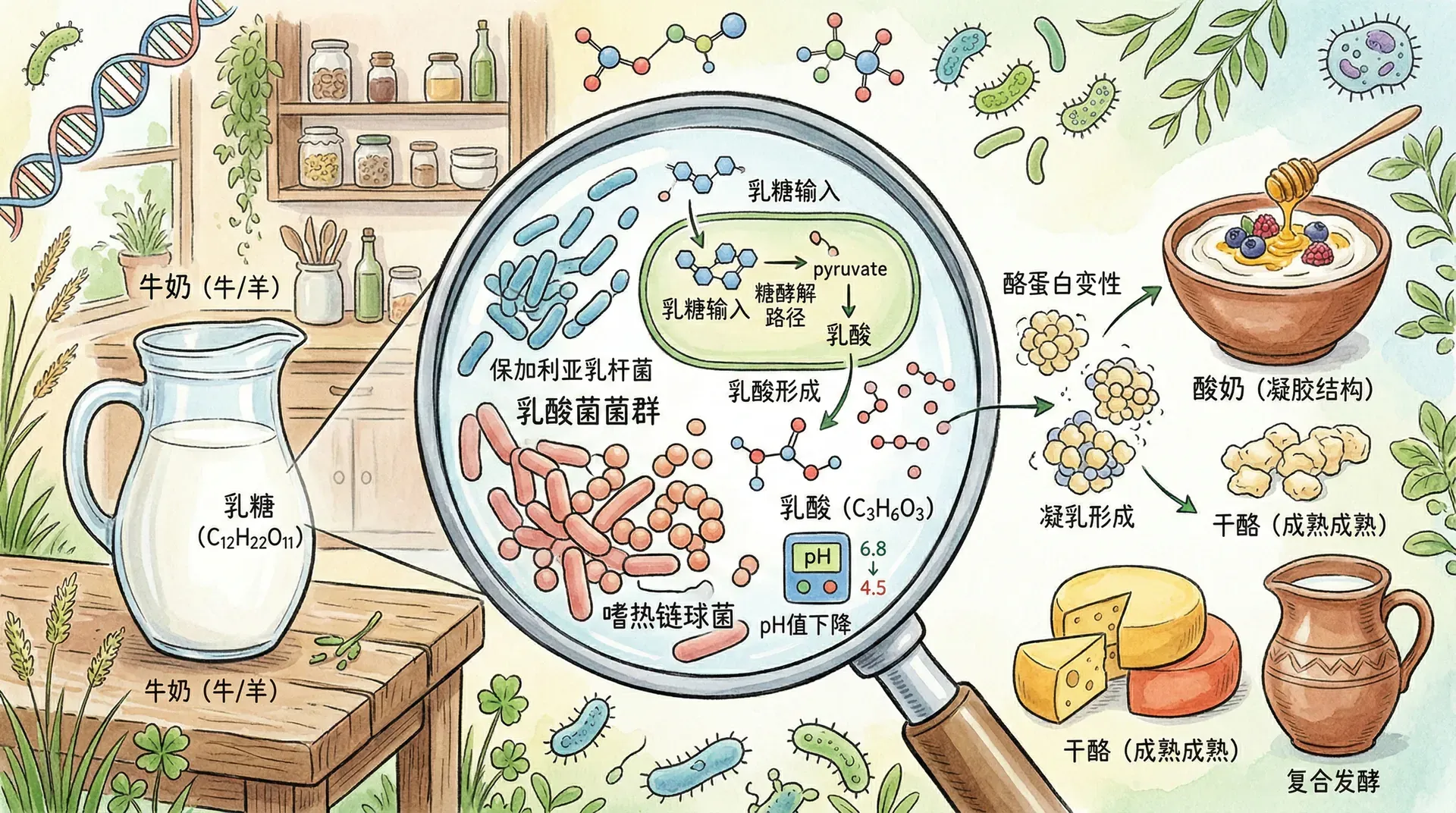
乳制品发酵是现代食品工业应用最成熟、最标准化的微生物过程之一。通过乳酸菌发酵乳糖生成乳酸,促使牛奶凝固,形成具有独特口感与高营养价值的发酵乳制品。这一过程不仅改善了乳制品的消化吸收,还显著延长了保质期,是酸奶、奶酪等多样化产品的关键。
常见乳酸菌种类与发酵方式
乳酸菌是一类革兰氏阳性、能大量发酵糖类产乳酸的细菌,主要包括下列属种:
乳酸菌的发酵方式可分为两种:
- 同型乳酸发酵:绝大多数糖被转化为乳酸,产酸效率高,发酵速度快。代表如:保加利亚乳杆菌、嗜热链球菌。
- 异型乳酸发酵:除乳酸外,还产生醋酸、乙醇与CO₂,产物复杂,代表如部分植物乳杆菌、发酵乳杆菌。
在酸奶发酵中,保加利亚乳杆菌与嗜热链球菌共生:保加利亚乳杆菌分解乳蛋白产生的氨基酸与小肽可促进嗜热链球菌生长,后者产生的甲酸又能激活前者代谢,使发酵快速而高效。
酸奶发酵工艺流程与关键控制点
酸奶工业化生产可简明总结如下:
发酵温度过高会造成产酸过快、口感粗糙与非典型风味,过低则降低效率。所以自动化工厂普遍采用温控罐,实现精确调控。
近年来,中国酸奶市场类型不断扩充:不仅有最初的凝固型,还有搅拌型、饮用型甚至希腊式酸奶。2023年行业规模已超1500亿元,消费热点越来越偏向益生菌功能型高端酸奶。
益生菌在乳制品中的强化应用
益生菌是指能改善宿主健康的活性微生物。在乳制品中,常见益生菌如下:
益生菌型酸奶通常要求产品在保质期内,活菌维持在 10⁶ CFU/mL 以上。部分菌株对低pH敏感,需采用微胶囊包埋、益生元(如低聚果糖/半乳糖)等技术提升存活率。
如上图,发酵菌(保加利亚乳杆菌、嗜热链球菌)在酸奶环境中增殖迅速,而益生菌(嗜酸乳杆菌)需更精细的工艺管理以提高其保有量。后期因酸度与营养下降,所有菌株均趋于稳定或略减。
酿酒工艺与酵母菌的作用
酿酒是人类最早的发酵技术之一,其本质是利用酵母菌将糖类转化为乙醇和风味物质。中国形成了以黄酒和白酒为代表的独特体系。现代工厂除继承传统外,更强调精准温控、微生物纯化与质量追踪等标准化措施。
酵母菌的代谢特性与酒精发酵
酿酒酵母能在有氧/无氧下切换代谢策略:
100g葡萄糖理论可产51.1g乙醇,实际产率受副产物和菌体消耗影响,一般在45-48%。
除乙醇外,酵母还能合成多种风味物质,如甘油、琥珀酸、酯类等,调控了酒的香气与口感层次。
黄酒
黄酒采用糯米或大米,借助曲霉/根霉产生的酶一边分解淀粉为糖(糖化),一边被酵母实时发酵为乙醇(发酵),避免了高糖对酵母生长的抑制。冬酿工艺更适合酶系活性,提高香气物质的积累。
啤酒酿造的酵母管理
啤酒酵母分为上面发酵和下面发酵两种:
- 上面发酵酵母:15-25℃,发酵3-5天,酒香浓郁(如艾尔型啤酒)。
- 下面发酵酵母:7-12℃,发酵7-10天,风味清爽,稳定性好(如拉格型啤酒)。
啤酒酿造强调纯菌种使用、温控发酵及氧管理,确保风味的一致性和微生物安全。
主要酒类发酵工艺对比
食品保藏与微生物控制
食品的腐败与变质主要源于各种微生物的繁殖及其新陈代谢。食品保藏的宗旨,是通过一系列措施抑制或清除微生物,进而延长保质期,同时又能保持其营养和风味特征。现代食品工业常用物理、化学和生物多种手段协同保藏,保障食品安全并尽量减少品质损失。
传统保藏方法的微生物学原理
中国传统食品保藏方法如盐腌、糖渍、干燥、发酵等,其实质是通过调节水分活度、pH值、渗透压等环境因素,抑制腐败微生物的生长繁殖。例如:
以干燥为例,当食品水分活度(aw)降低到一定程度时,细菌、酵母、霉菌的生长受到抑制,其门槛大致如下:
- aw < 0.90:细菌几乎不能生长
- aw < 0.80:酵母也难以存活
- aw 0.60~0.70:只有个别霉菌还能生长(如某些曲霉)
发酵食品则依靠有益微生物(如乳酸菌)的代谢产物(如乳酸)来抑制其他腐败菌;当食品pH降低至4.5以下时,大部分致病菌和腐败菌将难以生存。此外,有些发酵微生物还会产生如乳酸链球菌素、纳他霉素等天然抗菌物质,进一步提升保藏效果。
上图显示,不同微生物对水分活度的耐受差异:细菌最“怕旱”,水分活度低于0.90时便大大受限;酵母耐旱性略高;霉菌即使在0.60~0.70范围内仍有生长潜力。因此,食品完全干燥后,多为菌和酵母难以存活,霉菌偶有生长则解释了“霉变”比“腐败”更常见。
现代食品保藏技术
现代食品工业已开发出多种高效保藏技术,常见方法如下:
近年来,天然防腐剂(如乳酸链球菌素、溶菌酶、壳聚糖等)应用逐渐增多,其天然属性更受消费者青睐。
热处理参数对食品与微生物的影响
生物保藏技术
生物保藏是指利用安全微生物或其代谢产物来防止食品腐败、延长保质期。与其他手段相比,生物保藏安全、无化学残留,有时还能提升食品的健康属性与风味。常见实例如下:
例如乳酸链球菌素是一种由乳酸链球菌产生的天然抗菌肽,对革兰氏阳性菌有效且工艺稳定。中国自1990年已批准其在乳/肉制品、罐头、酱腌菜中使用。
研究显示,益生菌如嗜酸乳杆菌、双歧杆菌等能分泌过氧化氢与有机酸,有效抑制李斯特菌、沙门氏菌等致病菌。随着消费升级,益生菌应用于沙拉、即食餐等最小加工食品,既保障安全,又富有功能性和差异化风味。
中国传统发酵食品的现代化改造
中国拥有丰富的传统发酵食品资源,但传统工艺常面临生产周期长、质量不稳定、难以标准化等问题。现代化的核心是既保留传统风味,又借助现代微生物学和食品工程,实现规范化、效率化和高质量生产。
传统工艺优化与自动化提升
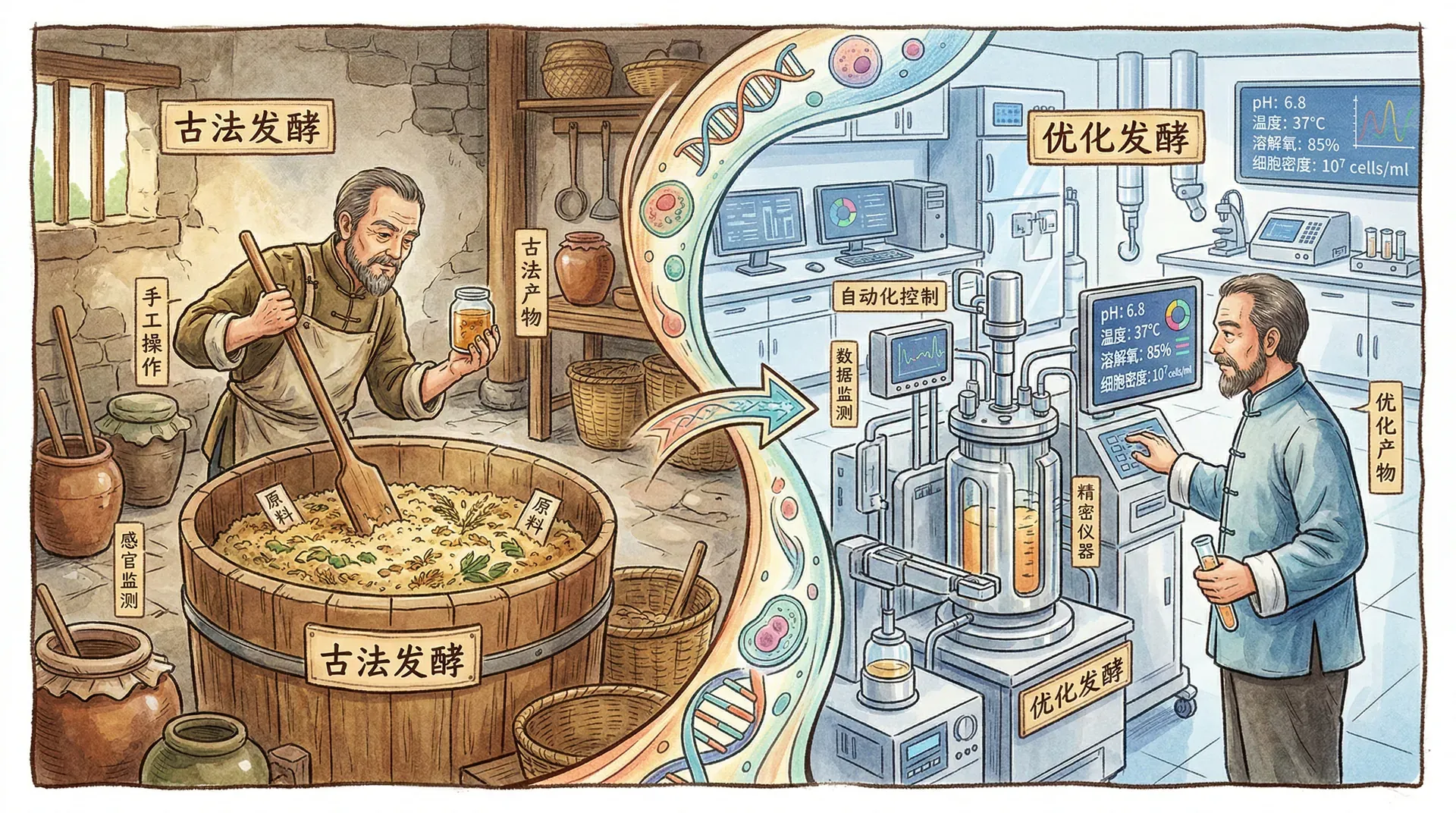
传统发酵多采用来源复杂的混合菌种,风味丰富但菌群不稳定,受环境影响大。现代化改造的第一步是对发酵剂进行分离、鉴定、筛选,建立纯种或定向混合菌种体系,如酱油生产中,通过选育高产酶力和特定风味的米曲霉、酵母、乳酸菌,实现风味稳定且周期缩短。现代工业中,采用低盐固态发酵、人工接种,配合控温(28-32℃)、控湿(65-75%)、定期翻曲等工艺,大大提升效率与质量一致性。
除此之外,现代发酵设备配备温湿度、pH、溶解氧等传感器,实现关键参数的自动监控与调节,保证发酵过程可控。以食醋为例,液态深层发酵罐替代传统固态工艺,通过自动通气、控温控酸,实现从20-30天缩短到24-48小时;腐乳生产则优化温湿度、分阶段升温发酵,将周期由3-6个月降至2-3个月。
注意:工业化提升效率的同时,需兼顾风味传承,避免失去传统特色,因此要在生产效率与风味品质间保持平衡。
健康安全管控与产业升级
现代化生产体系注重食品安全,普遍建立HACCP等食品安全体系,对致病菌、毒素等风险点精准防控。例如泡菜生产中,通过控制盐度、接种优良乳酸菌和管理温度,有效抑制亚硝酸盐的形成,使其低于国家标准。豆制品发酵则严控原料、发酵环境并接种优势纯种,检测黄曲霉毒素,杜绝食品安全隐患。
上图显示,现代化改造推动了中国传统发酵调味品产业持续扩张。酱油产量稳定增长突破千万吨,食醋产量快速提升,腐乳虽总量小但增速显著,显示传统食品现代化后的市场潜力。
功能强化与价值提升
传统发酵食品现代化也带来了功能营养的增强。通过定向筛选菌株、优化发酵条件,可显著提高产品中特定活性成分——如:
- 豆豉选用高产纤溶酶的枯草芽孢杆菌,发酵温度37-40℃、时间36-48h,获得心血管保健新产品;
- 发酵乳制品强化益生菌(如双歧杆菌、植物乳杆菌、干酪乳杆菌),并加入乳清蛋白等原料,进一步富集抗氧化、降压等健康活性肽;
- 泡菜工艺借助高产GABA乳酸菌,提升GABA含量并保留蔬菜中的维生素C、膳食纤维,实现营养和功能兼具。
因此,传统发酵食品的现代化改造不仅提升了产业规模和食品安全,还实现了营养与健康价值的双重升级,为传统饮食文化的创新发展注入新的活力。
本节练习
1. 在酸奶发酵过程中,保加利亚乳杆菌和嗜热链球菌形成共生关系的主要机制是什么?这种共生关系如何提高发酵效率?
2. 下表列出了某食品在不同水分活度下的保质期数据。请分析水分活度对食品保藏的影响,并解释为什么将食品水分活度控制在0.6以下能够显著延长保质期。
3. 某黄酒厂采用传统工艺酿造黄酒,以100 kg糯米为原料,理论上可产生多少kg乙醇?如果实际产酒率为45%,最终获得的黄酒(酒精度15%)体积约为多少升?(已知:糯米淀粉含量约75%,淀粉完全水解为葡萄糖的转化率为111%,葡萄糖发酵产乙醇的理论产率为51.1%,乙醇密度0.789 g/mL,黄酒密度约1.0 g/mL)
4. 某食品企业欲开发一款功能性发酵豆乳产品,要求在保质期内(21天,冷藏4℃)益生菌活菌数不低于10^6 CFU/mL。已知接种后发酵完成时活菌数为10^9 CFU/mL,在冷藏条件下活菌数每周下降一个数量级(即减少90%)。请问这个产品能否满足要求?如果要确保产品在保质期末仍有10^7 CFU/mL的活菌数,发酵结束时应达到多少活菌数?
6. 请论述中国传统发酵食品(如酱油、腐乳、泡菜)在现代化改造过程中面临的主要挑战,以及如何在保持传统风味的前提下实现工业化生产和质量标准化。
7. 益生菌在食品工业中的应用前景如何?请结合乳制品和其他食品领域,分析益生菌产品的开发方向和技术难点。